Base-N-SwitchTM Labels A Permanent Base for Your Ever-Changing Labels (Reviews) When you need to change labels often but want to keep your surfaces clean and free of residue build-up, Base-N-SwitchTM is the label holder for the job. With Base-N-SwitchTM you can easily clean or sanitize your surface before applying your new label. Avoid messy stacks of labels […]
Ultra-aggressive adhesive ensures these labels bond securely to dirty, grimy surfaces, making them ideal for rugged industrial environments.
UL labels that meet Underwriters Laboratories requirements, offering reliable safety and warning labels for industrial environments.
ChemDefend labels are resistant to chemicals, allowing you to print them in-house and save time and money. Available in white or silver, these labels can be customized with black or full-color printing, including graphics, barcodes, or text.
These labels endure exposure to oil, grime, chemicals, and solvents, making them perfect for under-the-hood and exterior applications.
These lumber labels ensure longevity and readability. They are designed to withstand outdoor storage, high temperatures, and the demanding conditions of processing.
These logistics labels maintain strong adhesive properties in all kinds of supply chain transportation, including, but not limited to, cold storage and cold chain logistics, ensuring that labels remain intact and readable.
These labels withstand extreme weather, moisture, and abrasion, making them ideal for durable equipment labeling in harsh environments.
Suitable for use on solid wood and laminate surfaces, these labels provide clear identification and durability in furniture manufacturing.
Made from Polyimide (Kapton®), these labels endure high temperatures and provide ESD protection, ensuring safety and reliability.
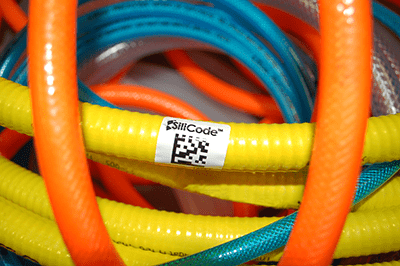
Struggling to find the perfect label for silicone surfaces? Our innovative SiliCode™ labels are the ultimate solution. They stick like glue on non-stick silicone surfaces & have excellent chemical & UV resistance, with a temperature range of up to 302°F.
These labels bond to rough surfaces and withstand harsh conditions, including saltwater immersion and extreme weather.